
Министерство науки и
высшего образования
Российской Федерации
Российская Академия Наук
Отделение энергетики, машиностроения
механики и процессов управления
![]()
Федеральное государственное бюджетное учреждение науки
Институт машиноведения
им. А.А. Благонравова
Российской академии наук
imash.ru » Научные отделы ИМАШ » Механика машин и управление машинами » Структура Отдела » Лаборатория управления технологическими процессами и системами » Основные научные результаты и достижения » Раскатные станы для формообразования деталей ГТД из жаропрочных сплавов методом раскатки в изотермических условиях. » 1.1. Экспериментальный образец стана для раскатки дисков (СРЖД-800) из титановых и никелевых сплавов
1.1. Экспериментальный образец стана для раскатки дисков (СРЖД-800) из титановых и никелевых сплавов**
.jpg)
Рис. 1.1 Общий вид стана СРЖД-800.
** Государственный контракт с Министерством промышленности и торговли РФ от 07 октября 2011 г. № 11411.1003704.05.028 на выполнение НИОКР «Разработка оборудования для формообразования деталей из жаропрочных сплавов на основе титана и никеля методами пластической деформации» Шифр «Пластика» в рамках Федеральной целевой программы "Национальная технологическая база" на 2007-2011 годы по подпрограмме "Развитие отечественного станкостроения и инструментальной промышленности" на 2011-2016 годы.
|
|
 |
| Рис.1.1(а) Транспортировка заготовки манипулятором | Рис. 1.1(б) Установка заготовки в печь нагрева |


Рис. 1.1(в) Раскатка заготовки в печи нагрева
СРЖД-800 предназначен для изготовления экспериментальных образцов деталей ГТД из сплавов на основе титана и никеля, проведения исследований, испытаний и отработки режимов технологических процессов изготовления осесимметричных деталей типа дисков, колец, обечаек из различных жаропрочных сплавов в условиях сверхпластической деформации в ручном и автоматизированном режимах.
Разработан комплект рабочей и эксплуатационной документации на СРЖД-800, с литерой О1.
Основные технические характеристики
|
№
|
Наименование характеристики
|
Значение
|
|
1
|
Суммарный крутящий момент на шпинделях, кНм
|
до 5
|
|
2
|
Скорость вращения шпинделей, об/мин
|
0,07 – 7
|
|
3
|
Крутящий момент на раскатном ролике, кНм
|
до 3
|
|
4
|
Скорость вращения раскатных роликов, об/мин
|
1-40
|
|
5
|
Осевое усилие раскатного ролика, кН
|
до 100
|
|
6
|
Радиальное усилие на раскатном ролике, кН
|
до 100
|
|
7
|
Угол поворота раскатной головки в плоскости раскатки, град.
|
30о
|
|
8
|
Максимальное усилие зажима заготовки пинолями шпинделей, кН
|
до 230
|
|
9
|
Скорость внедрения ролика в тело заготовки, мм/мин
|
1,2-20
|
|
10
|
Температура раскатки, оС
|
500-1150
|
|
11
|
Максимальный диаметр и толщина изготавливаемой детали, мм
|
800х180
|
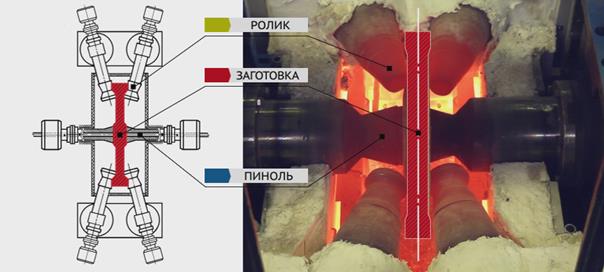
Рис. 1.2. - Принципиальная схема раскатки дисков стана СРЖД-800
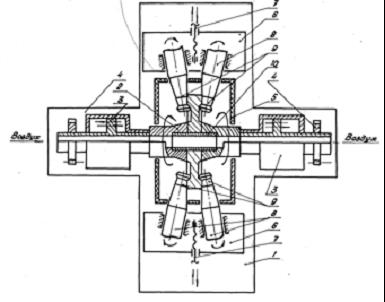
Рис. 1.3 ? Конструктивная схема стана
На рисунке условно приведены следующие обозначения: 1- станина, 2- пиноли, 3-гидроцилиндры для зажима заготовки, 4 – левый и правый приводы вращения заготовки (показана лишь шестерня редуктора), 5 – камера нагрева (печь), 6- передняя и задняя каретки, 7 - винтовые пары перемещения кареток, 8 - раскатные головки, 9 - инструментальные ролики. Раскатные головки с роликами укреплены на каретках, вращаются отдельным приводом и могут быть установлены винтовыми парами под определенным углом наклона к горизонтальной плоскости обрабатываемой детали. В шпинделях с пинолями и в раскатных головках предусмотрены каналы для подачи сжатого воздуха для охлаждения пинолей и инструмента.
Автоматизированная система управления (АСУ) стана СРЖД-800
АСУ обеспечивает перемещение кареток, роликов, вращение и подачу роликов, вращение шпинделей, установление и поддержание температуры в печи нагрева, контроль температуры подшипниковых опор, регулировку нагрузки на роликах, управление гидростанцией и механизмами перемещения пинолей, управление манипулятором вертикального и горизонтального привода крышки печи нагрева. Все операции отображаются в режиме реального времени в виде мнемосхем, графиков и численных значений на дисплее оператора.
АСУ позволяет выполнять оперативное программирование технологического процесса при автоматическом или ручном управлении, вычисление отклонения исполнительных органов на основании текущей информации о фактической нагрузке на роликах, температуре камеры нагрева с внесением в управляющую технологическую программу необходимых корректировок. АСУ обеспечивает автоматическую синхронизацию скоростей вращения шпинделей и роликов, формообразование детали по заданной программе при отображении на экране хода выполнения всех технологических операций и положения рабочих органов стана (дисплей оператора и технолога).
Блок схема системы управления СРЖД-800
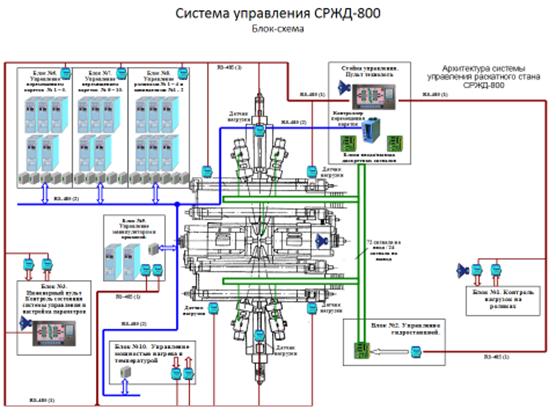
Рис. 1.4. Блок схема системы управления СРЖД-800
АСУ выполнена в виде многоуровневой распределённой системы управления:
- верхний уровень - контроллеры, управляющие ходом технологического процесса в целом и обеспечивающие человеко-машинный интерфейс.
- средний уровень - контроллеры, выполняющие в режиме online вычисления параметров скорости вращения роликов и шпинделей пинолей, а также синхронизацию их работы, корректировку скоростей перемещения раскатных головок в зависимости от изменения нагрузок на роликах.
- нижний уровень - PLC-контроллеры, управляющие скоростями вращения шпинделей пинолей и роликов, а также контроллеры, управляющие перемещением кареток с раскатными головками.
Программная реализация обмена данных производится посредством протокола обмена данных Modbus RTV.

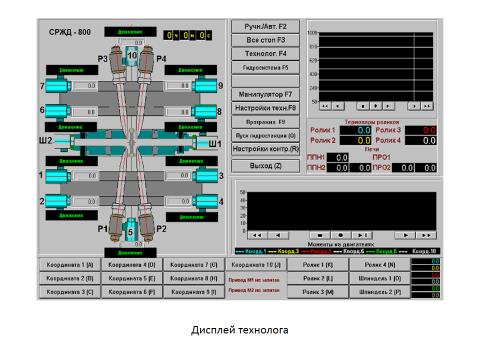

Рис. 1.5. Пульт управления с дисплеями технолога и оператора

%20%D1%81%20%D0%BE%D0%B4%D0%BD%D0%BE%D1%80%D0%BE%D0%B4%D0%BD%D0%BE%D0%B9%20%D1%81%D1%82%D1%80%D1%83%D0%BA%D1%82%D1%83%D1%80%D0%BE%D0%B9.jpg)
Рис1.6 -Примеры раскатанных деталей и образцов на АЛРД-800 Рис. 1.7. Образцы диска (разрезы) с однородной
структурой
%20%D0%B8%20%D0%BF%D0%BE%D1%81%D0%BB%D0%B5%20%D0%B8%D0%B7%D0%BE%D1%82%D0%B5%D1%80%D0%BC%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%BE%D0%B9%20%D1%80%D0%B0%D1%81%D0%BA%D0%B0%D1%82%D0%BA%D0%B8%20(%D0%B1).jpg)
а) х100 б) х1000
Рис 1.8. Микроструктура сплава ЭП742 в состоянии поставки (а) и после изотермической раскатки
(б) при температуре 1050°С
(γ + γ' - области)
(б) при температуре 1050°С
(γ + γ' - области)
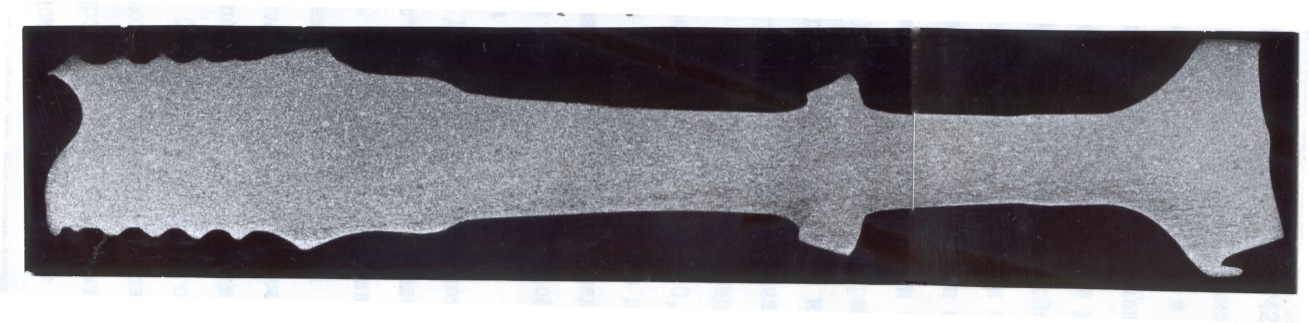
Рис. 1.9. Макроструктура раскатанного диска из сплава ЭП742
при 1050 °C (g + g¢ - область)
при 1050 °C (g + g¢ - область)