
Министерство науки и
высшего образования
Российской Федерации
Российская Академия Наук
Отделение энергетики, машиностроения
механики и процессов управления
![]()
Федеральное государственное бюджетное учреждение науки
Институт машиноведения
им. А.А. Благонравова
Российской академии наук
imash.ru » Научные отделы ИМАШ » Механика машин и управление машинами » Структура Отдела » Лаборатория управления технологическими процессами и системами » Основные научные результаты и достижения » Раскатные станы для формообразования деталей ГТД из жаропрочных сплавов методом раскатки в изотермических условиях. » 1.3. Стан для раскатки полых валов (СРВ) из жаропрочных сплавов в изотермических условиях из штампованных и листовых заготовок ****
1.3. Стан для раскатки полых валов (СРВ) из жаропрочных сплавов в изотермических условиях из штампованных и листовых заготовок ****
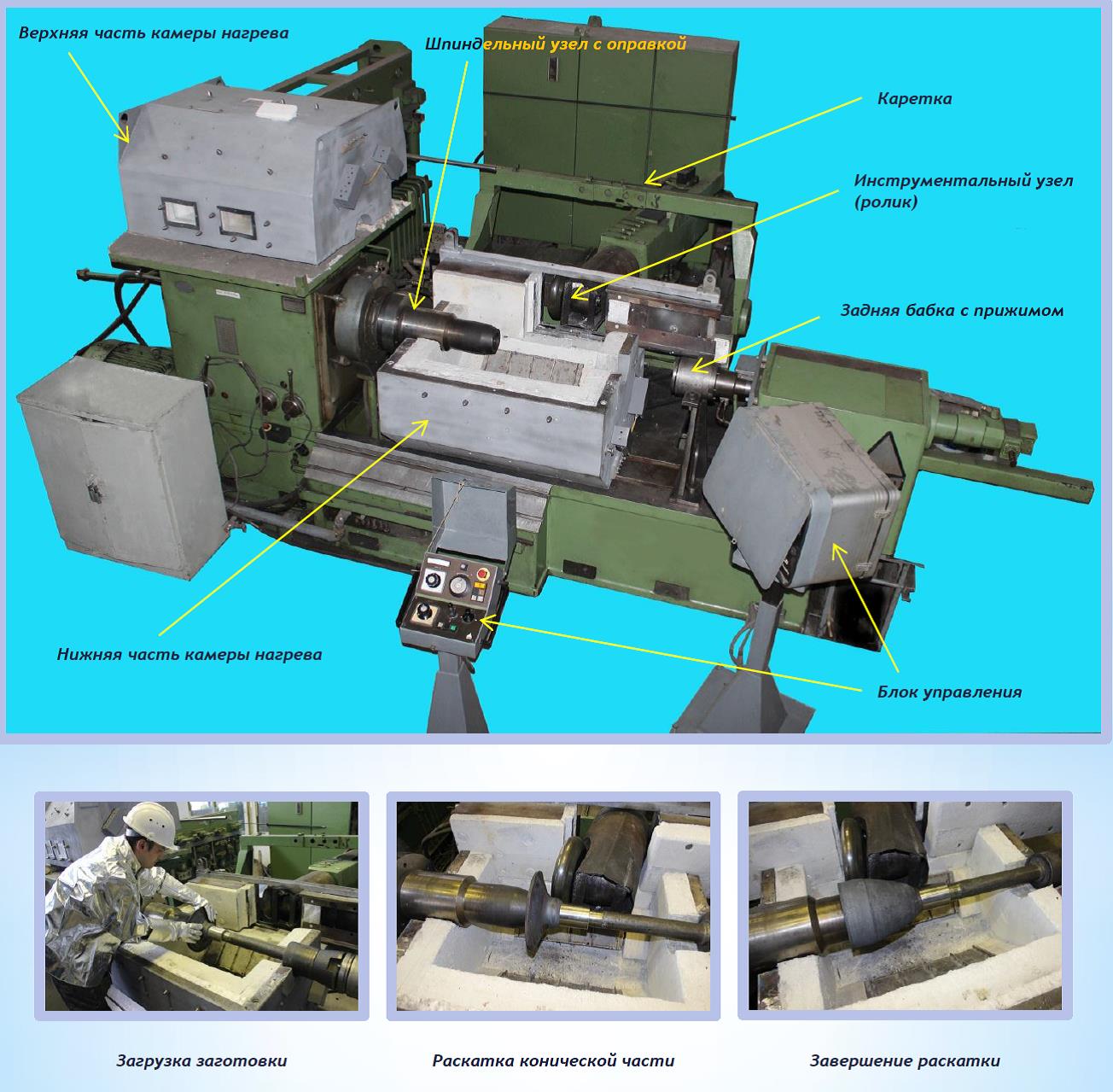
Рис. 1.26 Общий вид стана СРВ и основные узлы
****Соглашение Минобрнауки о предоставлении субсидии № 14.604.21.0091 от 08 июля 2014 , в рамках реализации Федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014 - 2020 годы» по теме: «Разработка научных основ высокоэффективной технологии и оборудования для изготовления в условиях сверхпластичности широкой номенклатуры полых валов газотурбинных двигателей из жаропрочных сплавов и сталей (уникальный идентификатор проекта RFMEFI60414X0091).
Стан СРВ создан на базе ротационно-вытяжного станка PNC-600 и предназначен для изготовления экспериментальных образцов полых валов, обечаек, диаметром до 400 мм и длиной до 500 мм, а также проведения исследований и отработки технологических режимов раскатки полых валов из жаропрочных сталей и сплавов, как из листовых, так и из штампованных заготовок.
Разработаны комплект эскизной документации на стан СРВ и лабораторный регламент изготовления полых валов из жаропрочных сталей и сплавов.
Технические характеристики стана для раскатки полых валов (СРВ)
|
№
|
Технические характеристики
|
Значение
|
|
1
|
Размеры изготавливаемой детали, мм
- наибольший диаметр
- наибольшая длина
|
до 400
до 500
|
|
2
|
Усилие на ролике, кНм
осевое
радиальное
|
100
80
|
|
3
|
Количество давильных роликов
|
1
|
|
4
|
Скорость перемещения каретки, мм/мин
в продольном направлении
в поперечном направлении
|
1-40
1-40
|
|
5
|
Скорость вращения шпинделя, об/мин
|
1-300
|
|
6
|
Крутящий момент на шпинделе, кНм
|
20
|
|
7
|
Температура раскатки
|
800-1150оС
|
Основные узлы стана СРВ
%20%D0%9F%D0%B5%D1%87%D1%8C%20%D0%BD%D0%B0%D0%B3%D1%80%D0%B5%D0%B2%D0%B0%20%D1%81%20%D0%BF%D0%BE%D0%B4%D0%B2%D0%B8%D0%B6%D0%BD%D0%BE%D0%B9%20%D1%81%D1%82%D0%B2%D0%BE%D1%80%D0%BA%D0%BE%D0%B9%20%D0%B4%D0%BB%D1%8F%20%D0%BF%D1%80%D0%BE%D0%B4%D0%BE%D0%BB%D1%8C%D0%BD%D0%BE%D0%B3%D0%BE%20%D0%BF%D0%B5%D1%80%D0%B5%D0%BC%D0%B5%D1%89%D0%B5%D0%BD%D0%B8%D1%8F%20%D0%B8%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BC%D0%B5%D0%BD%D1%82%D0%B0%D0%BB%D1%8C%D0%BD%D0%BE%D0%B3%D0%BE%20%D1%83%D0%B7%D0%BB%D0%B0.jpg) |
|
| (а) Печь нагрева с подвижной створкой для продольного перемещения инструментального узла | (в) Оправка |
|
|
%20%D0%98%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BC%D0%B5%D0%BD%D1%82%D0%B0%D0%BB%D1%8C%D0%BD%D1%8B%D0%B9%20%D1%80%D0%BE%D0%BB%D0%B8%D0%BA.jpg) |
| (г) Охлаждаемая кассета для ролика | (д) Инструментальный ролик |
%D0%9E%D0%BF%D1%80%D0%B0%D0%B2%D0%BA%D0%B0.jpg)
%20%D0%9E%D1%85%D0%BB%D0%B0%D0%B6%D0%B4%D0%B0%D0%B5%D0%BC%D0%B0%D1%8F%20%D0%BA%D0%B0%D1%81%D1%81%D0%B5%D1%82%D0%B0%20%D0%B4%D0%BB%D1%8F%20%D1%80%D0%BE%D0%BB%D0%B8%D0%BA%D0%B0.jpg)
%20%D0%BE%D1%85%D0%BB%D0%B0%D0%B6%D0%B4%D0%B0%D0%B5%D0%BC%D1%8B%D0%B9%20%D1%88%D0%BF%D0%B8%D0%BD%D0%B4%D0%B5%D0%BB%D1%8C%D0%BD%D1%8B%D0%B9%20%D1%83%D0%B7%D0%B5%D0%BB.jpg)
(б) охлаждаемый шпиндельный узел
Рис. 1.27 (а, б, в, г, д) Основные узлы стана СРВ
Для изотермической раскатки валов в условиях сверхпластичности разработан стан СРВ на базе ротационно-вытяжного станка PNC-600.
Изготовлена печь нагрева 13, которая состоит из двух секций – нижней и верхней, а также подвижной панели с окном для ввода в печь раскатного инструментального ролика. Подвижная панель имеет опорные ролики для обеспечения продольного перемещения синхронно с раскатным инструментальным роликом. В верхней секции печи имеются смотровые окна из кварца для наблюдения процесса раскатки. В обеих секциях предусмотрены отверстия для термопар. Нагрев печи осуществляется нагревателями, которые обеспечивают температуру в пределах от 200 до 1150оС с точностью ±10%.
Инструментальный узел 6 включает раскатную головку с охлаждаемым роликом, изготовленным из сплава ЖС6У. Ролик формирует профиль и геометрические размеры раскатываемого вала. Верхний крестовый суппорт стана обеспечивает перемещение и поворот инструментального узла. Перемещение инструментального узла вдоль заготовки обеспечивается гидромотором продольной подачи. Основные детали инструментального узла охлаждаются сжатым воздухом.
Охлаждаемый шпиндельный узел 12 предназначен для закрепления заготовки и ее вращения. Заготовка зажимается опорным валом задней бабки 14. Шпиндельный узел разделен на холодную (в расположении коробки передач) и горячую зоны (в месте крепления заготовки). Горячая зона шпиндельного узла охлаждается сжатым воздухом. Раскатка валов производится на оправках, вставляемых в отверстие заготовки. Оправки изготавливаются из жаропрочных сплавов. В оправках предусмотрен канал системы охлаждения для подачи воздуха.
Раскатываемый вал укрепляется на шпинделе и фиксируется опорным валом задней бабки, установленной на станине. Между камерой нагрева и задней бабкой при длинном раскатываемом вале устанавливаются люнеты 15, обеспечивающие зажим не вращающейся части цилиндра задней бабки. В задней бабке предусмотрен гидроцилиндр, обеспечивающий прижим оправки и заготовки.
Схема стана СРВ
.jpg)
Рис. 1.28 Конструктивная схема стана СРВ (а - вид сверху; б - вид сбоку)
1 - станина; 2 - коробка передач; 3 - электродвигатель с муфтой в сборе; 4 - задняя бабка в сборе; 5 – верхний суппорт; 6 – охлаждаемый инструментальный узел – головка раскатная с роликом; 7 - гидростанция; 8 - электродвигатель с гидронасосом в сборе; 9 - шкаф электропитания станка; 10 –система управления с блоком системы контроля режимов; 11 - пульт управления; 12 – охлаждаемый шпиндельный узел; 13 - печь нагрева 14 - опорный вал задней бабки; 15 - люнет; 16 - компрессор.
Система управления стана СРВ
Система управления стана СРВ обеспечивает управление основными узлами (гидросистемой, установлением и поддержанием температуры печи нагрева с точностью ±10оС, перемещением каретки с роликом-инструментом, скоростью вращения охлаждаемого шпинделя, поперечной и продольной подачей ролика-инструмента, системой охлаждения ролика и шпинделя). В систему управления входят пульт управления и блок системы контроля режимов (СКР).
Система контроля режимов (СКР) предназначена для мониторинга термомеханических и энергосиловых параметров процесса раскатки, заготовки вала, узлов крепления и обработки поперечной и продольной силы раскатки, положения ролика – инструмента, температуры в печи, в подшипниковых опорах ролика и шпиндельном узле.

Рис. 1.29. Шкаф системы управления станом СРВ

Рис. 1.30. Блок управления
_.jpg)
Рис. 1.31. Блок системы контроля режимов (СКР).
Полые валы, изготовленные из промышленных сплавов на стане СРВ
.jpg)
.jpg)
.jpg)
Рис. 1.32. Полый вал, раскатанный из листа сплава ЭИ962-Ш
.jpg)
.jpg)
Б)
Рис. 1.33. Полый вал, раскатанный из штампованной заготовки сплава
ЭК-79